OEM die Grote van de de Visgraat Spiraalvormige Omtrek van het Legeringsstaal Enige Dubbele het Toestelring met CNC Mahining smeden
Wij kunnen grote smeedstuk, afgietsel en lassentoestellen volgens de tekeningen van de klant produceren. Volgens de arbeidsvoorwaarden en
het verzoek van cliënten, kunnen wij ook toestel het malen, oppervlakte gecementeerd verharden, en het doven, Nitriding en het doven, enz. doen.
|
Materiaal
|
Koolstofstaal, Legeringsstaal
|
|
Norm
|
ASTM DIN. ENGELSE GOST JIS ENZ.
|
|
Structuur
|
Het smeden, het Gieten en het Lassen
|
|
Module van Toestel
|
8-120
|
|
Toestel het Malen
|
MAX Module 24
|
|
Diameter van Toestelwiel:
|
MAXIMUM 13 000 mm
|
|
Diameter van Spiraalvormig Toestel:
|
MAX. 2 200 mm
|
|
Lengte van Toestelschacht:
|
MAXIMUM 5 000 mm
|
|
OEM Aangeboden de Dienst
|
Volgens Klantentekeningen
|
|
Aangeboden segmententoestel:
|
Volgens Klantenverzoeken
|
|
Thermische behandeling
|
Q & t-Geval het Verharden
|
|
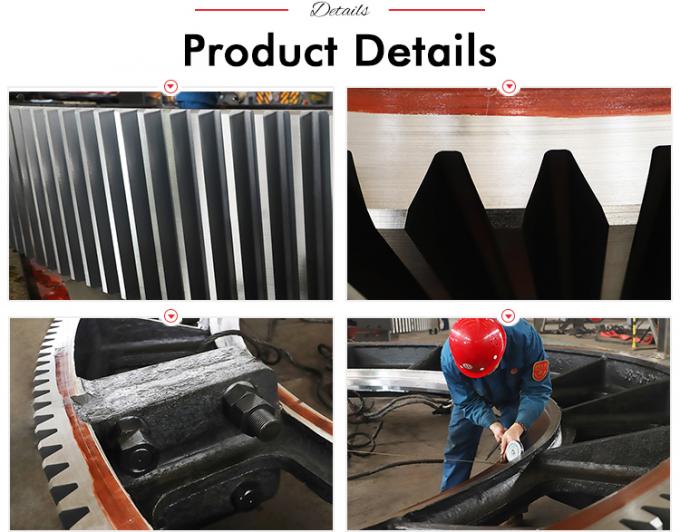
Wij verstrekken omtrektoestellen in drie verschillende ontwerpen
1. Vervaardigd staal
- gesmede ring
- gerolde plaat
Uit gegoten staal
Kneedbaar (Knoestige) gietijzer
De vervaardigde toestellen werden gemeenschappelijker in het verleden en worden geconstrueerd met gesmede de randmaterialen van het staaltoestel en elektro gelaste lichaamsstructuur. De ringen worden vervaardigd van een geheel blok van het hoge staal van de weerstandslegering. Na het ruwe machinaal bewerken van de ring, wij verhardende en aanmakende thermische behandeling uit voeren om het mechanische kenmerk te verbeteren en daarom zijn relevante prestaties.
Avantages van vervaardigde omtrektoestellen
1. De gesmede materiële structuur sluit het risico van opneming uit
2. De structuurtekorten zoals gasgaten, micro- inkrimping, speldgaten, hete scheuren, zand en slakkenopneming worden vermeden
3. Vandaar, worden het reparatielassen van de lichaamsstructuur en b.v. het malen van getande gebieden niet vereist.
4. De vervaardigde productieprocedure sluit de behoefte aan patronen en stootborden uit
5. Het randmateriaal hebben hogere hardheid en de hogere die sterkte dan het materiaal voor de onderliggende structuur wordt gebruikt (d.w.z. Web, hoekplaten)
Eigenschappen
1. Externe tanden
Maximumdiameter: 16000 mm
Getande gezichtsbreedte: 1700 mm
Maximummodule: 45 door haardplaat
Maximummodule: 65 toestel het eindigen snijder
2. Interne tanden
Maximumdiameter: 6500 mm
Maximummodule: 25.4
Getande gezichtsbreedte: 400 mm
Smedend materieel proces
Smeedstuk
Het definitieve rollen
Oven het koelen
Controle bij de productie
Water het doven
Hardheid het testen
Het ruwe machinaal bewerken
Het ultrasone testen en dimensionale inspectie
Definitieve inspectiecertificatie
Normen/Certificaten
UNI ENGELSE ISO
AWS
ASTM
ASME
DIN
Toepassingen
Onze omtrektoestellen worden toegepast in het cement en de mineralenindustrieën:
Diverse types van horizontale molens
Roterende drogers
Roterende ovens
Een andere grote toepassing van de toestelring
Specificatie voor Staalafgietsels voor het Malen van Molens
d. ultrasoon inspectierapport (before and after reparaties)
e. magnetisch deeltjesinspectierapport (before and after reparaties)
f. dimensionaal rapport
g. de kaarten van de lasreparatie
h. lasprocedures en het verslag van de Procedurekwalificatie
i. lasserskwalificatie
j. niet-destructieve testende inspecteurskwalificatie
|
Punt
|
Structurele eigenschappen
|
Verwerkingsmaatregel
|
Testinhoud
|
|
Omtrektoestel
|
(1) GS42CrMo4Alloy-Staal (collectieve merkgebonden normen)
HB 220~240
(2) semi-gestructureerd, y-Y-Spoke
(3) Spiraalvormig
(4) redelijke het verzegelen en groeperingsstructuur van legeringsstaal (collectieve merkgebonden normen)
|
(1) buitenstaalraffinage (relatieve vochtigheid-argon en vacuümbehandeling)
(2) merkgebonden koude vorm het hangen zandtechnologie om het afgietsel, de dichte tanden te verzekeren
(3) normaliserend (merkgebonden technologie) om ervoor te zorgen dat de hardheid van de tandoppervlakte
Daarna
(4) het ruwe hobbing, versietijd, herstelt de gezamenlijke oppervlakte, dan fijn broodje
(5) het merkgebonden eigengemaakte haardplaat fijne hobbing
|
(1) afgietsels mechanische eigenschappen en chemische samenstelling (interne norm)
(2) ruwe bewerking na het sonische testen
(3) semi-beëindigend, eindigend na het ultrasone testen en magnetische deeltjesinspectie
(4) magnetische het deeltjesinspectie van de tandoppervlakte, hardheidstest
(5) de controle van de tandtolerantie
(6) de de ladingstest van de fabrieksassemblage om de nauwkeurigheid van de grootte van toestel te controleren
|

De technische vereisten van een groot CITICIC-Toestel bellen:
1) vooraf behandeld alvorens oppervlakte verhardende behandeling, de hardheid indien te normaliseren HB210 ~ 250; de mechanische prestaties zijn uiteindelijk sterkterb 690MPa, opbrengstspanning Rs 490MPa, verlenging D5 11%, vermindering van gebied W 25%, effecthardheid Ak 30J; de tandeninductie verhardde, hardheid HRC50 ~ 55; efficiënte vaste vorm gegeven laagdiepte 3 ~ 5mm.
2) de algemene ultrasone gebrekopsporing, zou interne kwaliteit aan twee vereistengb7233-87 standaardvereisten moeten voldoen; tand en filet zou de magnetische deeltjesinspectie, kwaliteit aan twee vereistengb/t9444-88 normen moeten voldoen.
3) Neem van nota het afgietsel geen rond gemaakte R5 ~ R10 is.
4) De tandafkanting bij zowel einden als 1 45b.5) door twee en een een half de tandbreedte van het ringstoestel van elke ringskoppeling langs de rand van een gehele die ring met bouten met hoge weerstand wordt gemaakt die, met de tandoppervlakte moet wordt gecombineerd op het bodemcentrum zijn.
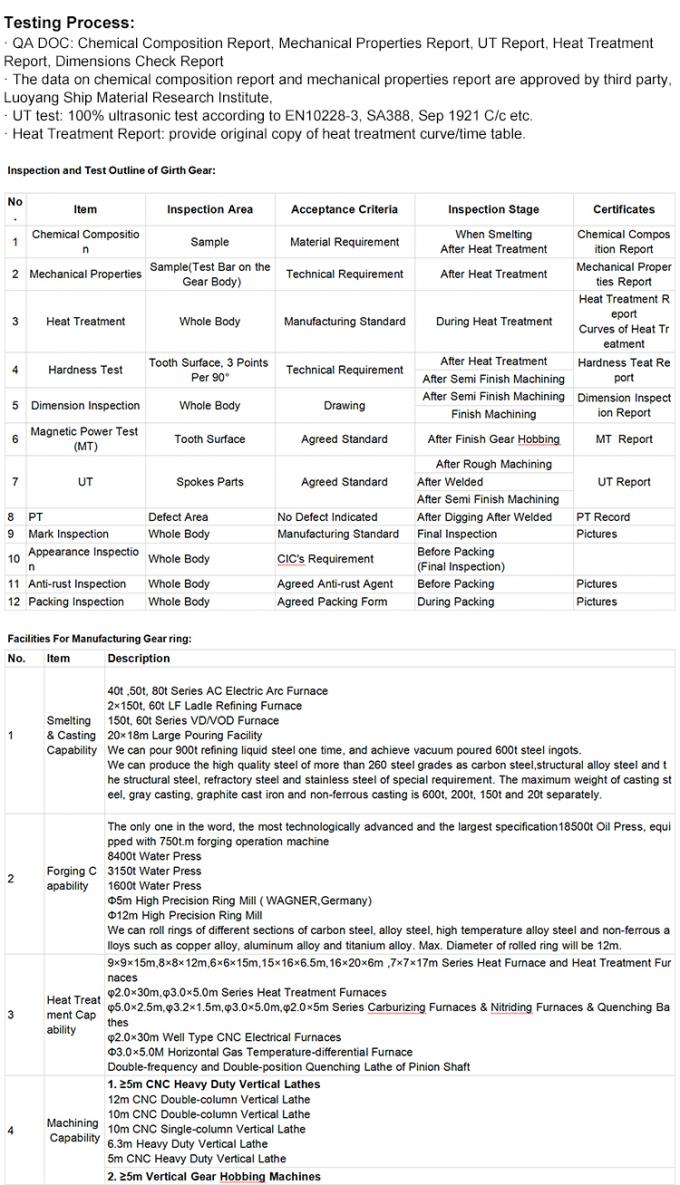
2 groot ringstoestel productieproces
2.1 van ruw
De spatie van het staalafgietsel wordt verstrekt door CITIC Zwaar Machinesco., Ltd Zware Smeedstukinstallatie, gelopen door GB11352-89 specificeert de norm vereisten om volgens het het gieten proces, uitsmelting, afgietsel, klapdozen te modelleren, schoonmaken, die afgietsels kleden;. Tijdens inspectie en goedkeuring door de tekeningen en Technische eisen ten aanzien van staalspatie
Controles, die JB/T6402-92-normen overeenstemmen na goedkeuring worden uitgegeven
Onderaan procedure.
2.2 ruwe bewerking
Gekruist door het trekken en verblijfs uit toelage, groepering die, verbinding, zowel binnen als buiten de cirkel verwerken, die gezichtsmalen, boring en andere processen combineren.
2.3 exploratieverwonding
De algemene ultrasone gebrekopsporing, zou interne kwaliteit aan de twee vereisten van GB7233-87-normen moeten voldoen.
2.4 het normaliseren van voorbehandeling
De semi-ringsparen die en behandeling normaliseren aanmaken, verstrekken een goede organisatie voor het verdere oppervlakte verharden; de misvorming van perstekeningen van de halve inspectie van het ringstoestel na thermische behandeling.
2.5 het machinaal bewerken
Eerst worden twee en een een half ring met bouten die met hoge weerstand gemaakt de ring verbinden als geheel, het algehele proces door een de tanden van cirkelquannei Wai en hoger en lager eind te trekken, en dan trekkend en malenprocédé vereisten machinaal te bewerken.
2.6 verwijdering van verwerkingsspanning
De algemene die ring wordt onthard om spanning te elimineren.
2.7 het algemene ringsoppervlakte verharden
ALS langs de alveolare inductie die van de tandoppervlakte, hardheid HRC50 ~ 55, efficiënte vaste vorm gegeven laagdiepte 3 ~ 5mm verhardt.
2.8 definitieve inspectie
Eerst, opsporingsfrequentie voldoet het doven, de hardheid na het aanmaken van ringstoestel het vervalsen aan de vereisten van de tekeningen; ten tweede, om te ontdekken of de maximum buitendiameter grotere grootte D6944 als misvorming 3mm, de mechanische correctie tot gekwalificeerd vereiste; Ten derde, tand en filet zou de magnetische deeltjesinspectie, kwaliteit aan twee vereistengb/t9444-88 standaardvereisten moeten voldoen; Tot slot volgens de tekeningen en de technische eisen ten aanzien van definitieve inspectie.
| Nr. |
proces |
verwerking
maatregel
|
verwerking
materiaal
|
programma van tests |
inspectiemateriaal |
|
1
|
tref voorbereidingen
|
1. Materiaal: hoog - kwaliteit uit gegoten staal
2. Formuleer redelijk het gieten proces en verzeker het gieten kwaliteit door middel van computersimulatie van verharding
3. Formuleer redelijk uitsmeltingsproces om de chemische samenstelling te verzekeren van het gieten
4. Formuleer redelijk te verzekeren thermische behandelingsprocédé
Verifieer de mechanische eigenschappen van het afgietsel
|
|
|
|
|
2
|
modellering
|
1. Controleer strikt de kwaliteit van type (kern) zand, verzeker de sterkte en de controle van water
2. Het zandopvulmateriaal, neigde tweemaal oppervlakte het oppoetsen, verfborstel
3. Plaats het gietende stootbord en het koude ijzer volgens de procesvereisten
4. Maak zonodig schoon en bak
holte
|
zandmixer
|
Controleer de kwaliteit van type (kern) zand en oppervlaktezand
2. Controleer de holtegrootte
Controleer de bakseltijd
|
|
|
3
|
Het uitsmelten het gieten
|
1. Kies het lage ruwijzer van S.P, uitgezocht schrootstaal, hulpmaterialen en legering van bakseloven volgens proces
2. Volgens speciale procesuitsmelting, maak staal
S.P de gevaarlijke elementen ontmoeten internecontrolenormen
3. Het gebeëindigde gesmolten staal wordt met argon behandeld die in gietlepel en van relatieve vochtigheid het vacuümomloop ontgassen blazen tot de gesmolten staalsamenstelling eenvormige, schadelijke zuurstof (H, O) vermindering, eenvormige temperatuur te maken, de vloeibaarheid van gesmolten staal te verhogen, om het goede vloeibare bijvullen van het afgietsel te verzekeren en het afgietsel te verhinderen poreusheid en andere tekorten
Strikt controle het gieten temperatuur en het gieten snelheid volgens de bepalingen
|
50 t-oven
De omloop van relatieve vochtigheid vacuüm het ontgassen materiaal voor het blazende apparaat van het gietlepelargon
|
1. De ovenmaterialen moeten aan de technologische vereisten voldoen
2. Controle het voeden temperatuur, het voeden hoeveelheid, zuivere het koken tijd, staaltemperatuur
3. De directe lezingsspectrometer wordt gebruikt om de chemische samenstelling voor de oven snel te ontdekken om ervoor te zorgen dat het materiaal in de beste staat tijdens het smelten is en de chemische samenstelling van het afgewerkte product aan de vereisten tijdens het gieten voldoet
4. Controleer de parameters van argon het blazen en de vacuümbehandeling van relatieve vochtigheid
5. Controleer de beginnende temperatuur en
Het gieten tijd
|
Directe lezingsspectrometer
Het fysieke en chemische materiaal
|
|
4
|
Het schoonmaken en thermische behandeling
|
1. De interne tijd van het hittebehoud van afgietselvorm zal niet minder dan de procesvereisten zijn
2. Voldoen de zand vallend, geschotene vernietigende, snijdende en gietende stootborden aan de technologische vereisten
3. Voer strikt de lege thermische behandeling uit
Om de uniformiteit van oventemperatuur te verzekeren en de originele structuur te raffineren van het gieten
|
50t
Inerte dalende zandmachine en
8.5 ×12m
Thermische behandelingsoven
|
1. Controleer het verslag van de oventemperatuur
2. De steekproef is thermisch behandeld met het afgietsel in dezelfde oven, en de mechanische eigenschappen worden verzonden om onmiddellijk worden gecontroleerd
3. Controleer de oppervlaktekwaliteit van de spatie
Hoeveelheid, geometrische afmeting en het machinaal bewerken van toelage
|
Het fysieke en chemische materiaal
|
|
5
|
het ruwe machinaal bewerken |
1. Reservetoelage voor het ruwe machinaal bewerken volgens technologische bepalingen
Kunstmatige het verouderen behandeling
|
Verticale draaibank
8.5 ×12m
Thermische behandelingsoven
|
Controleer de grootte
Visuele inspectie voor tekorten ultrasone inspectie
|
Ultrasoon
Het testen
|

 Uw bericht moet tussen de 20-3.000 tekens bevatten!
Uw bericht moet tussen de 20-3.000 tekens bevatten!